2023.07.25
Metal Surface Treatment Topic- Nitriding vs. Carbonitriding Surface Heat Treatment Comparison
In the GearKo planetary gearbox, in order to enhance gear wear resistance, toughness, and strength, different surface hardening processes are employed for gears with different module sizes. The surface hardening is categorized based on the gear module, with a division at M0.5. Gears with a module size above M0.5 undergo carbonitriding treatment, while gears with a module size below M0.5 undergo plasma nitriding treatment. The following comparison table is provided for reference to readers:
|
|
Carbonitriding |
Nitriding |
|
Advantages |
The process is simple to operate, the equipment is affordable, and it requires relatively low technical expertise. After carbonitriding, the surface hardness reaches HRC5562 with a diffusion layer depth of 0.5-1.5mm. The process time is short. |
Plasma nitriding is an emerging process that involves computerized automation. The equipment used is expensive, and the process requires high technical expertise. However, the pre-processing of steel materials is stable. After nitriding, the surface hardness can be precisely controlled within the range of HRC5562, with a diffusion layer depth of 0.2-0.4mm. Nitriding is performed at a lower temperature, resulting in minimal deformation and the ability to produce white layer-free components. |
|
Disadvantages |
However, due to the high temperature (850~950℃) during carbonitriding, significant deformation may occur, necessitating precision post-processing. |
The process time for plasma nitriding is relatively long, and compared to carbonitriding treatment, the hardness diffusion layer is shallower. |
|
Application |
Carbonitriding is well-suited for general mechanical structural components, shafts, and small to medium-sized wear-resistant parts that require surface hardening. Gears with module sizes above M0.5 are suitable for this process. |
Plasma nitriding is well-suited for general high-precision small mechanical structural components used in industries such as military, aerospace, medical, and other applications where micro-sized gears with surface-hardened wear-resistant properties are required. Gears with module sizes below M0.5 are suitable for this process. |
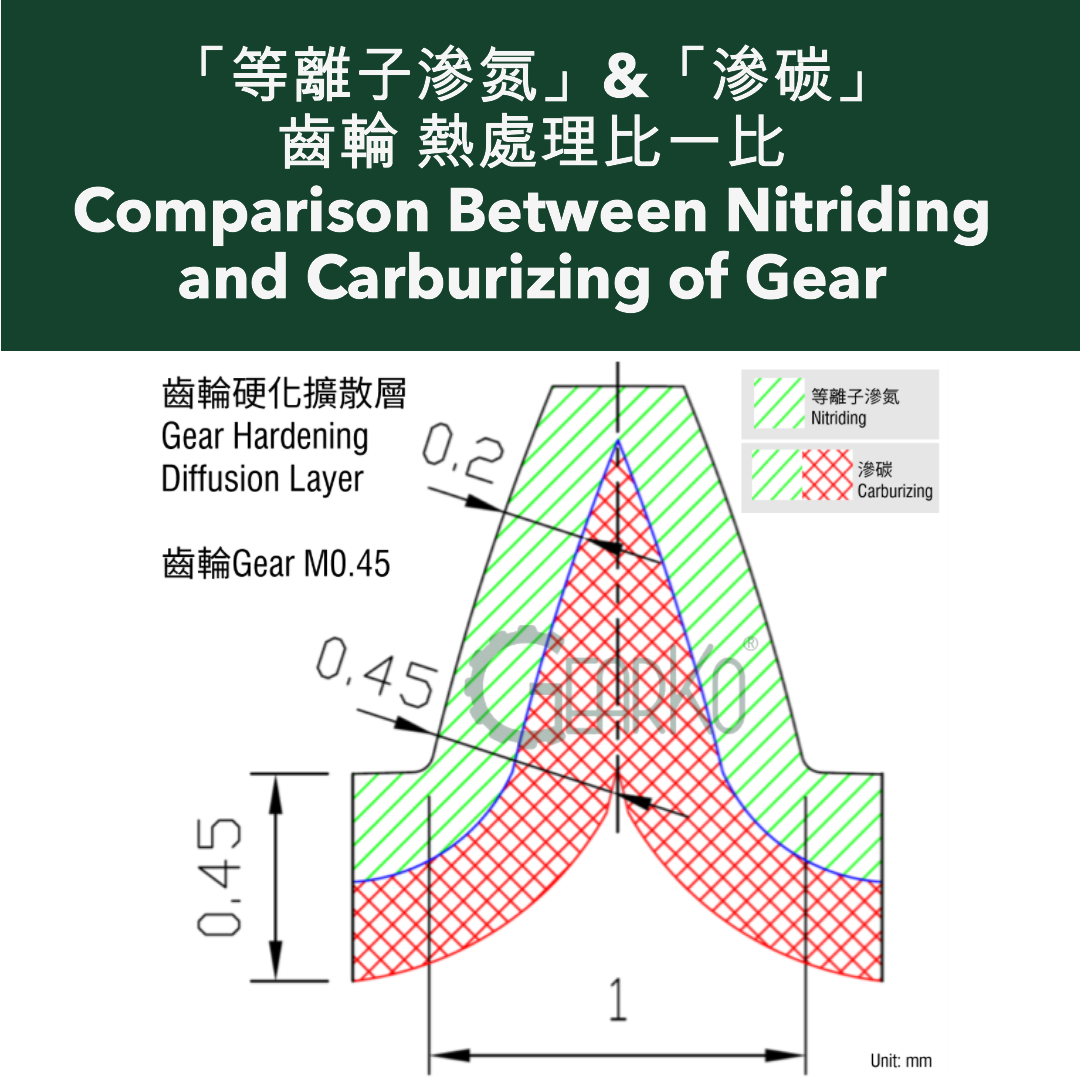
Taking gears as an example:
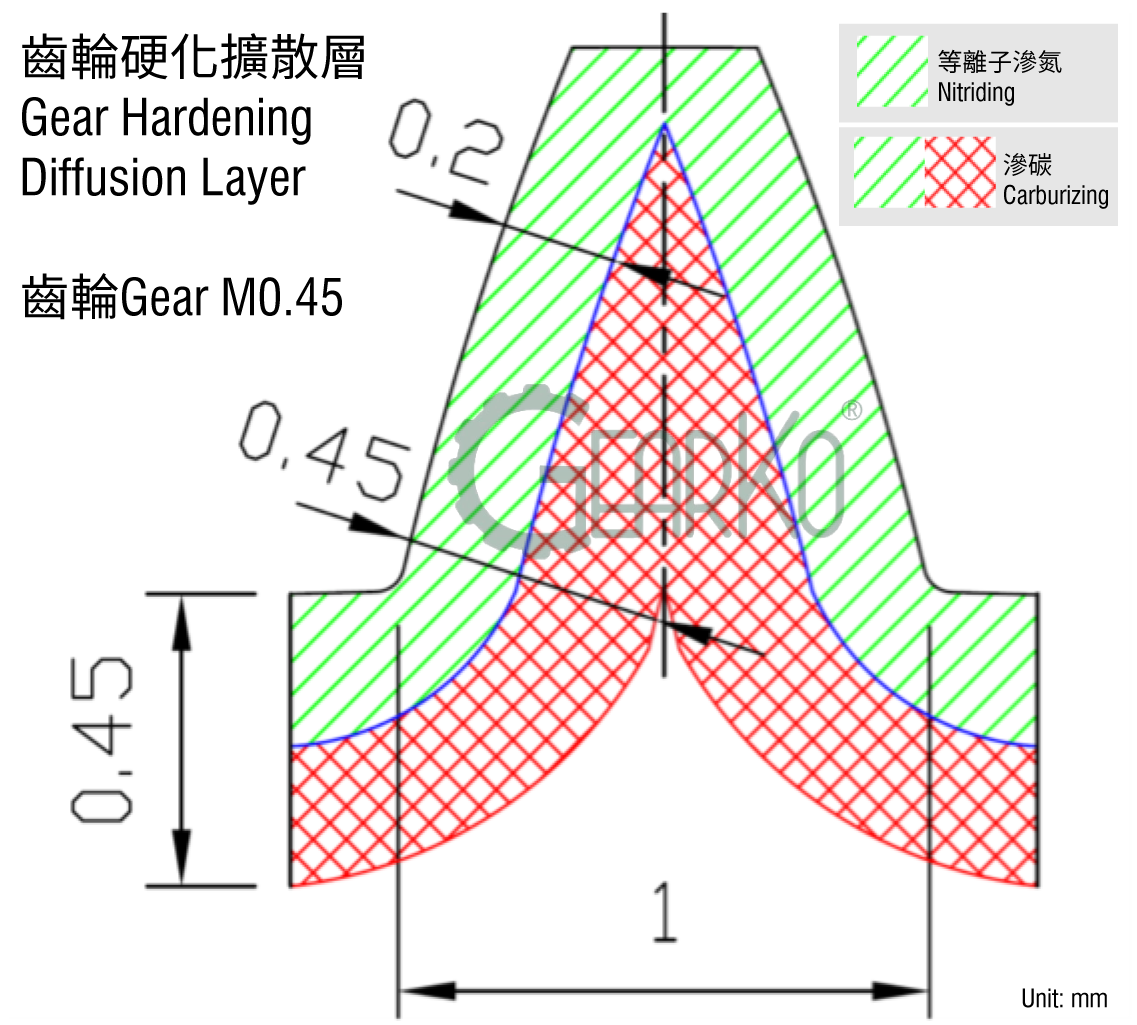
The green line represents the ion nitriding hardened diffusion layer, which retains a quenched toughness in the middle of the gear.
The combined green and red lines extend beyond the tooth depth, indicating full tooth hardening. In general, carbonitriding results in a diffusion layer depth of 0.5~1.5mm. If gears are subjected to impacts, they may experience tooth breakage.
In summary, choosing the appropriate surface hardening treatment method based on the application requirements can effectively improve the performance and durability of gears. If you are interested in learning more about GearKo planetary gearboxes and their detailed information, please feel free to contact us.
Further reading:
Metal Surface Treatment Topic - Ionic Nitriding Treatment (Ion nitriding)
Metal Surface Treatment Topic - Carburizing Treatment
Metal Surface Treatment Topic: Environmental Benefits and Advantages of Electroless Nickel
Metal Surface Treatment Topic: The Role of Anodizing in Planetary Gear Reducers